deutsch ˅
deutsch ˅
 english
englishLeitfaden für Verfahrensmittel
Schleifkörper
- Form: Der Schleifkörper muss durch seine Form alle Konturen (besonders Ecken, Kanten und Löcher) des Werkstückes erreichen, hierbei aber nicht verklemmen. Kantige Schleifkörperformen haben tendenziell ein aggressiveres Schleifverhalten als runde Formen.
- Größe: Mit steigender Größe nimmt das Gewicht des Schleifkörpers zu und steigert damit die Schleifleistung. Das Schliffbild wird rauer.
- Material: Häufig verwendet werden Kunststoff- und Keramikschleifkörper, wobei aber auch Sondermedien u.a. aus Stahl, Holz und Glas für bestimmte Anwendungen verwendet werden.
- Qualität: Die Qualität der Schleifleistung hat einen signifikanten Einfluss auf den Schleifprozess und das Schliffbild. Die Schleifleistungen reichen von A (stark schleifend) bis P (polierend).
- Separieren: Damit eine wirtschaftliche Separierung ermöglicht wird, sollte ein ausreichender Größenunterschied zwischen Werkstück und Schleifkörper vorhanden sein. Bei der Normalseparierung ist der Schleifkörper kleiner als das Werkstück, so dass dieser durch ein Sieb ausgetragen wird. In Sonderfällen kann eine Umkehrseparierung, Magnetseparierung oder ein individuelles Konzepte eingesetzt werden.
Compound
- Typ: Meist finden flüssige Zusatzmittel (Compounds) Anwendung, um den Gleitschleifprozess zu unterstützen. Pulverförmige Zusatzmittel und Pasten werden im Einzelfall je nach Anforderung und Ziel zugegeben.
- Zweck: Compounds unterstützen den Austrag von Schleifabrieb aus dem Gleitschleifbehälter über die Flüssigkeit, welche beim Schleifprozess zugeführt wird. Sie optimieren den Gleitschleifprozess, erhöhen die Abrasivität, Reinigen und Polieren chemisch die Werkstoffoberfläche.
- Auswahl: Auswahlkriterien für Compounds sind neben dem Einsatzbereich, der zu bearbeitende Werkstoff, das gewünschte Bearbeitungsergebniss und die Compound Eigenschaften:
- Korrosionsschutz
- Aufhellung
- Entfettung und Reinigung
- Kreislauffähigkeit (z.B. bei Zentrifugen)
Zusatzmittel
- Entschäumer: Bei starker Schaumbildung im Kreislaufsystem einsetzbar, um die Schaumbildung zu reduzieren.
- Trennhilfsmittel: Zur Reduktion der gegenseitigen Anhaftung (Adhäsion) von Bauteilen.
- Schleifzusatz: Zugabe während dem Bearbeitungsprozess, um das Schleifergebnis gezielt zu beeinflussen.


<
>
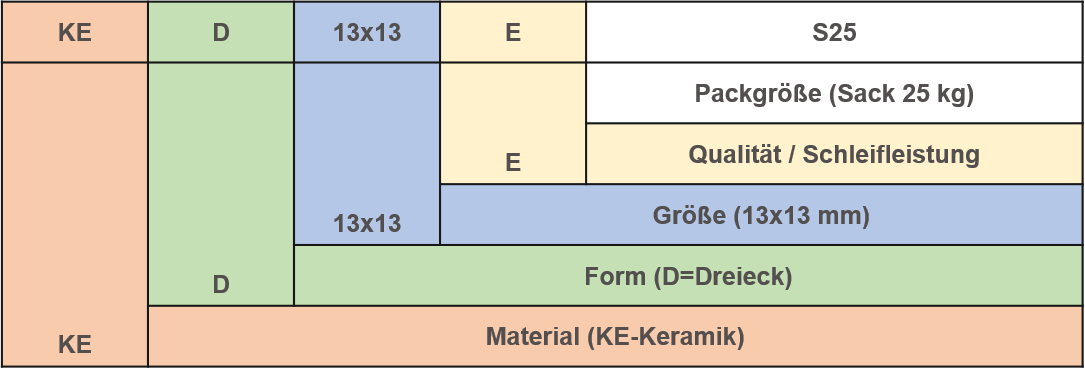
Artikelnummer-Schlüssel
Alle Verfahrensmittel sind mit einem individuellen Artikelcode versehen, um diese eindeutig zu identifizieren.
Beispiel-Bezeichnung: KE-D13x13E S25
Qualität / Schleifleistung
Die Schleifleistung hat einen signifikanten Einfluss auf den Schleifprozess und das Schleifbild. Die Qualitäten reichen von A (stark schleifend) bis P (polieren). Neben der Qualität beeinflusst auch die Schleifkörpergröße die Schleifleistung.
Bei der Qualität P ist der Schleifkörper aus reinem Porzellan (Keramik), welcher als Träger für Schleifpasten oder sonstige Additive dienen kann. Der Schleifkörper selbst hat keinen Abrieb.
Je nach Schleifkörperform und Größe sind mehrere Schleifstufen lieferbar.